
Ինչպե՞ս լուծել ժակարդի արհեստական մորթու արտադրության մեջ գործելու ասեղների անհավասար ուղղությամբ մանրաթելերի կլանման խնդիրը։
Ժակարդե շրջանաձև գործվածքի մեքենայում, գործվածքի ասեղները մանրաթելը վերցնելու համար կեռիկելուց հետո, դոֆերի վրա մնում է պարուրաձև «մանրաթելային գոտի», որը համապատասխանում է գզման գլխիկի ստորին մասի այն մասին, որը ասեղացված չէ: Ենթադրելով, որ գործվածքի ասեղների այս մասը նույնպես կեռիկացված է և վերցված մանրաթելից, դոֆերի մակերեսը շատ մաքուր կլինի, «մանրաթելային գոտի» չկա, ուստի քանի դեռ այս «մանրաթելային գոտում» կա ասեղ՝ մանրաթելը վերցնելու համար, այն ավելի շատ մանրաթելեր կունենա, քան մյուս գործվածքի ասեղները, և այն կհայտնվի ալիքային ուղղությամբ: Մանրաթելը անհարթ է, ուստի գլխավորը դոֆերի վրա առկա «մանրաթելային գոտին» վերացնելն է: Ուժեղացրեք մաքրող գլանակի ստուգումը և այն պահեք լավ աշխատանքային վիճակում, որպեսզի երկայնական ուղղությամբ անհավասար մանրաթելեր չծակվեն:
Բացի եզրերի մշակումից վերջնական մշակման ժամանակ, կա՞ արդյոք սպանդեքս ջերսիի գանգուրացման խնդիրը լուծելու որևէ այլ եղանակ:
Եզրացումը տրիկոտաժե գործվածքների բնորոշ հատկանիշ է, որը առաջանում է թելի կողմից իր ներքին լարվածության ազդեցության տակ ուղղվելու փորձից, երբ այն ծռվում է գործելու ընթացքում: Եզրացման վրա ազդող գործոններից են գործվածքի կառուցվածքը, թելի ոլորումը, թելի գծային խտությունը, օղակի երկարությունը, թելի առաձգականությունը և այլն: Գանգուրացումը հաղթահարելու երկու եղանակ կա. մեկը թելի ներքին լարվածությունը վերացնելն է՝ բարձր ջերմաստիճանի ձևավորման միջոցով, մյուսը՝ գործվածքի կառուցվածքն օգտագործելը՝ թելի ներքին լարվածությունը հակազդելու համար:
Միակողմանի գործվածքը միակողմանի գործվածք է, դրա գանգուրացումը բնորոշ է, սպանդեքսի թել ավելացնելուց հետո գանգուրացման աստիճանը ուժեղանում է, և քանի որ սպանդեքսը բարձր ջերմաստիճաններին դիմացկուն չէ, դրա ամրացման ջերմաստիճանը և ժամանակը սահմանափակ են, ուստի այն չի կարող ամրացվել ամրացմամբ: Թելի ներքին լարվածությունը լավ է ազատվում, և պատրաստի գործվածքը դեռևս որոշակի աստիճանի գանգուրացում կունենա, և չափը կդառնա անխուսափելի չափանիշ վերջնական մշակման գործընթացում:
Սակայն, հյուսման գործընթացում, գործվածքի կառուցվածքի փոփոխությունները կարող են օգտագործվել նաև գործվածքի գանգուրացումը հաղթահարելու կամ նվազեցնելու համար: Օրինակ, միակողմանի պիկե ցանցային կառուցվածքը չունի եզրակալման հատկություն, ուստի ցանցային կառուցվածքը կարող է հյուսվել գործվածքի բացման գծից երկու կողմերում 2 սմ հեռավորության վրա՝ ջերսիի եզրակալման խնդիրը լուծելու համար: Հյուսելու գործընթացը հետևյալն է:
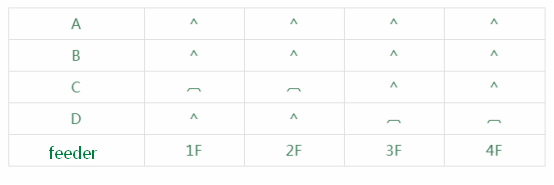
Գործելու ասեղների դասավորություն. Գործելու ասեղները դասավորված են AB…ABABCDCDCD…CDCDADAB…AB հերթականությամբ, իսկ CD գործելու ասեղների դիրքը բաց լայնության գծի երկու կողմերում գտնվող ցանցային կառուցվածքն է։
Խցիկի դասավորություն. օղակի մեջ 4 եղանակ, և խցիկի դասավորությունը ցույց է տրված հետևյալ աղյուսակում։
Հրապարակման ժամանակը. Սեպտեմբերի 08-2021